

حل لمشاكل النقش على الإنترنت WPC عبر الإنترنت
حل لمشاكل النقش على الإنترنت WPC عبر الإنترنت
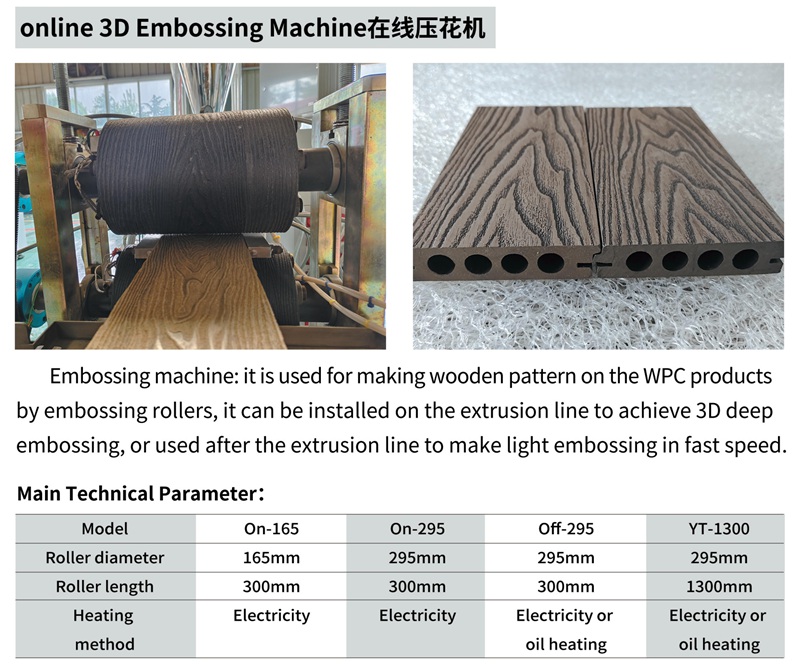
عند إنتاج تزيين WPC ، يعد النقش عبر الإنترنت مهمًا جدًا لجودة المنتج ، لكن العديد من المشغلين يواجهون مشاكل أثناء الإنتاج ، مما يؤدي إلى إما أنماط غير واضحة أو أعماق النقش غير المتكافئة.
لا تُصب بالذعر! اليوم ، ستشارك Yongte معك "AIRN AIRN KIT" المحترف معك. بعد قراءته ، يمكنك فهم التزيين WPC عالي الجودة! في الواقع ، طالما أنك تتقن النقاط الرئيسية ، يمكن أيضًا تحويل مشهد التمرير بشكل رائع! بعد ذلك ، سيعلمك مهندسو Yongte خطوة بخطوة لتحويل "مشهد التمديد" إلى "سقف المظهر"!

قد يكون النمط غير الواضح على سطح الأرضيات الخشبية المرنة ناتجة عن العديد من العوامل مثل المواد الخام وعملية الإنتاج وقوالب المعدات وما إلى ذلك. فيما يلي أسباب وحلول محددة:
1. مشاكل المواد الخام
1. نسبة المواد الخام غير المعقولة
سبب:
محتوى الألياف النباتية مثل مسحوق الخشب/مسحوق الخيزران مرتفع للغاية ، أو نسبة الركائز البلاستيكية (مثل PE ، PVC) منخفضة للغاية ، مما يؤدي إلى ضعف سيولة الخليط وصعوبة في ملء تفاصيل نمط القالب.
الكثير من الحشو (مثل كربونات الكالسيوم) قد يقلل من مرونة الذوبان ويسبب ضغط نمط غير واضح.
اقتراحات الحل:
قم بتحسين نسبة الصيغة وزيادة محتوى الركيزة البلاستيكية بشكل مناسب (مثل نسبة PE/PVC إلى 40 ٪ ~ 60 ٪) لضمان أن الذوبان لديه سيولة جيدة عند درجة حرارة عالية.
تحكم في كمية الحشو ، أو استخدم مواد الحشو مع حجم الجسيمات الدقيقة (مثل كربونات الكالسيوم نانو) لتحسين توحيد الخليط.
2. تأثير ذوبان المواد الخام الفقرية
سبب:
درجة حرارة المعالجة غير كافية ، لا يتم ذوبان البلاستيك تمامًا ، والجمع بين الألياف ليس ضيقًا ، ولا يمكن نقل نسيج القالب بالكامل أثناء الضغط.
محتوى الرطوبة للمواد الخام مرتفع للغاية (وخاصة مسحوق الخشب) ، ويتم إنشاء بخار الماء في درجة حرارة عالية ، مما يؤدي إلى فقاعات السطح أو أنماط غير واضحة.
اقتراحات الحل:
قم بزيادة درجة حرارة الطارد (مثل زيادة درجة حرارة قسم الانصهار بمقدار 5 ~ 10 ℃) للتأكد من أن البلاستيك مللمي تمامًا ، وفي الوقت نفسه تجنب تدهور المواد الناجم عن درجة الحرارة المفرطة.
تجفيف المواد الخام الألياف مثل مسحوق الخشب (يتم التحكم في محتوى الرطوبة أقل من 3 ٪) ، والتي يمكن معالجتها مسبقًا عن طريق معدات التجفيف.

الثاني. مشاكل عملية الإنتاج
1. ضغط بثق غير كافٍ
سبب:
سرعة البثق منخفضة للغاية أو يرتدي المسمار ، مما يؤدي إلى عدم كفاية ضغط الذوبان وغير قادر على ملء أخدود نمط القالب بفعالية.
تصميم قناة تدفق القالب غير معقول (مثل قسم المدخل واسع للغاية ، ونسبة الضغط غير كافية) ، مما يؤدي إلى فقدان الضغط المفرط.
اقتراحات الحل:
قم بزيادة سرعة المسمار بشكل مناسب (مثل زيادة 10 ~ 20r/min) ، أو استبدال المسمار/البرميل البالي لزيادة ضغط توصيل الذوبان.
قم بتحسين بنية القالب ، وزيادة طول قسم الضغط أو ضبط نسبة ضغط قناة التدفق (مثل من 2: 1 إلى 3: 1) لضمان ضغط كاف في النمط.
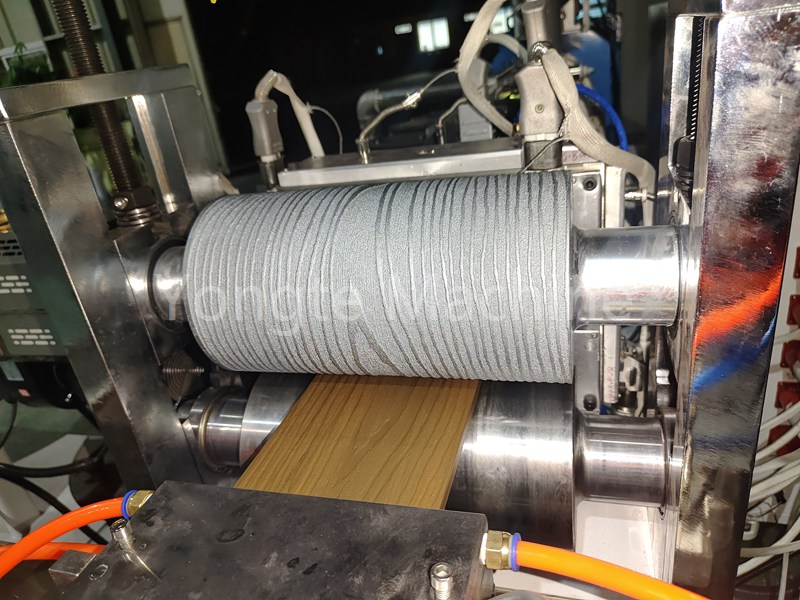
2. توقيت النقش غير لائق والتحكم في التبريد
سبب:
المسافة بين الأسطوانة المنقوشة ومنفذ البثق بعيد جدًا ، يبرد الذوبان بسرعة كبيرة ، ومن الصعب أن تنبثق نمطًا واضحًا بعد أن يصلب السطح.
درجة حرارة الأسطوانة المنقوشة مرتفعة للغاية أو منخفضة للغاية: يمكن أن تسبب درجة الحرارة المرتفعة للغاية تشوه النمط ؛ درجة الحرارة المنخفضة للغاية سوف تتسبب في تبريد الذوبان بسرعة والنمط غير مكتمل.
سرعة التبريد غير متساوية ، والنمط المحلي غير واضح بسبب الانكماش السريع.
اقتراحات الحل:
اختصر المسافة بين محطة النقش والطارد (يوصى بالتحكم فيه في غضون 50 إلى 100 سم) للتأكد من أن الذوبان في أفضل حالة بلاستيكية.
تحكم بدقة في درجة حرارة الأسطوانة المنقوشة (عادةً 20 ~ 30 ℃ أقل من درجة حرارة الانصهار) ، والتي يمكن تعديلها في الوقت الفعلي من خلال نظام التحكم في درجة الحرارة.
قم بتحسين نظام التبريد واستخدم التبريد المقطوع (مثل تبريد الهواء أولاً ثم تبريد الماء) لضمان تبريد سطح موحد وتجنب تشوه التبريد السريع.
ثالثا. المعدات ومشاكل الأسطوانة
1.
سبب:
بعد الاستخدام على المدى الطويل ، يتم ارتداء حافة الأسطوانة المنقوشة وتفجيرها ، مما يؤدي إلى عدم كفاية الإحساس ثلاثي الأبعاد بالنمط المقشر.
عمق النمط ضحل للغاية (مثل <0.3 مم) أو الزاوية كبيرة جدًا (مثل زاوية الشطبة> 60 درجة) ، ومن الصعب على الذوبان ملء تفاصيل الحافة.
اقتراحات الحل:
تحقق بانتظام من ارتداء الأسطوانة المنقوشة ، وصيانة أو استبدالها في الوقت المناسب لضمان الحافة الحادة للنمط.
قم بتحسين تصميم نمط الأسطوانة المنقوش: يوصى بالعمق ليكون 0.5 ~ 1.0 مم ، ويتم التحكم في زاوية المشاركة عند 45 درجة ~ 55 درجة لتسهيل ملء الذوبان والتوضيح.
2. دقة الأسطوانة غير الكافية
سبب:
لا يكفي خشونة السطح في أسطوانة النقش (مثل قيمة RA> 1.6μm) ، أو أن دقة نقش النمط منخفضة (مثل دقة نقش الليزر غير الكافية) ، مما يؤدي إلى خطوط غير واضحة.
الضغط بين الأسطوانة المنقوشة وقطعة الجر غير متساوية (مثل اختلاف الضغط الأيسر واليمين> 5 ٪) ، مما يؤدي إلى وضوح جزئي وطمس جزئي للنمط.
اقتراحات الحل:
المعالجة السطحية للأسطوانة المنقوشة (مثل طلاء الكروم ، تلميع المرآة) ، والتحكم في الخشونة RA≤0.8μm ، واستخدام تقنية نقش عالية الدقة (مثل نقش ليزر الألياف ، الدقة .02 ملم).
معايرة نظام ضغط الأسطوانة المنقوش لضمان ضغط موحد على الجانبين الأيسر واليمين (خطأ <2 ٪) ، والتي يمكن مراقبتها في الوقت الفعلي بواسطة مستشعر الضغط.

رابعا. عوامل أخرى
1. سرعة الجر السريعة جدا
سبب:
لا تتطابق سرعة الجر مع سرعة البثق (مثل سرعة الجر> سرعة خط البثق 15 ٪) ، مما يؤدي إلى الإفراط في التمدد للذوبان أثناء النقش وتسطيح تفاصيل النمط.
اقتراحات الحل:
اضبط سرعة الجر بحيث تتطابق سرعة خط الجر مع سرعة البثق (الخطأ ≤5 ٪) ، والتي يمكن التحكم فيها بواسطة ربط العاكس.
2. الاستخدام غير السليم لزيوت التشحيم
سبب:
إن الإضافة المفرطة لمواد التشحيم (مثل أكثر من 1.5 ٪) تؤدي إلى أن يكون سطح الذوبان ناعمًا للغاية ، ويسهل الانزلاق أثناء النقش ، ويصعب تكوين الأنماط.
حل:
قلل من كمية مواد التشحيم (مثل التحكم في ذلك في حدود 0.5 ٪ ~ 1.0 ٪) ، أو استبدالها بمواد تشحيم داخلية مع توافق أفضل (مثل غليسيريل ستيرات) لتجنب التأثير على التصاق الذوبان.
لتلخيص ، يتطلب حل مشكلة النقش عبر الإنترنت جوانب متعددة. ابحث عن السبب الجذري وحله وفقًا لحالة الإنتاج الفعلية. ثم يمكنك إنتاج التزيين WPC عالي الجودة وجميل. إذا كانت لديك أي احتياجات ، فيرجى الاتصال بفريق مهندس Yongte لمساعدتك في حل المشكلات المختلفة في إنتاج WPC Docking عبر الإنترنت.
