

لماذا يتعطل برغي آلة التحبيب WPC أثناء التشغيل؟
لماذا يتعطل برغي آلة التحبيب WPC أثناء التشغيل؟
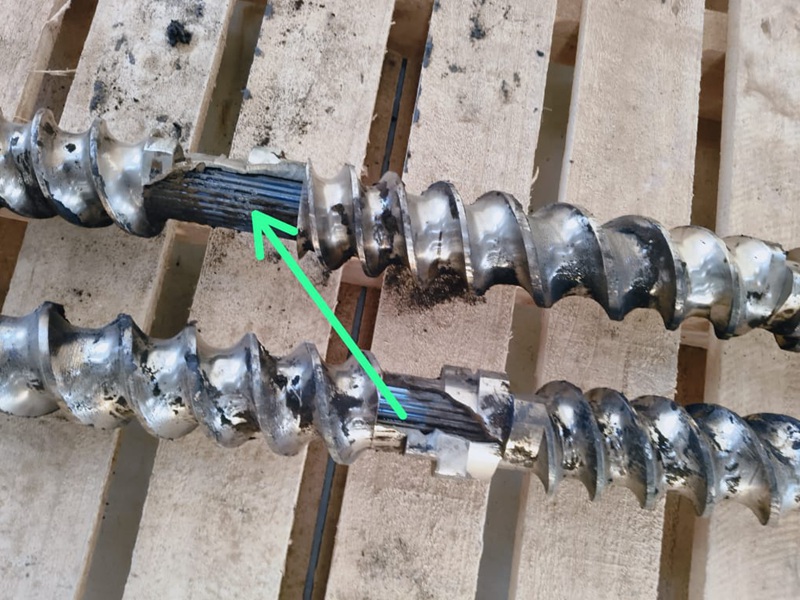
في بعض الأحيان، قد يواجه المستخدمون مواقف ينكسر فيها المسمار المحبب WPC فجأة. ربما تكون الأسباب الرئيسية هي: أداء المواد لا يرقى إلى المستوى القياسي، والتشغيل غير السليم، ونقص الصيانة وعيوب التصميم. هناك حاجة إلى تحقيق مستهدف لتجنب الفشل المتكرر. 1، مشاكل المواد والتصنيع هذا هو السبب الأساسي لكسر كتلة حديد التسليح، والذي يحدد بشكل مباشر مقاومة الحمل للمكون.
عدم تطابق مادة المسمار:عندما تكون الكتل الملولبة مصنوعة من الفولاذ العادي (على سبيل المثال، الفولاذ رقم 45) بدلاً من السبائك المتخصصة المقاومة للتآكل (على سبيل المثال، 38CrMoAlA أو المركبات ثنائية المعدن)، فإنها قد تفتقر إلى القوة والمتانة الكافية أثناء معالجة الخشب والبلاستيك ذات درجة الحرارة العالية والضغط العالي، مما يؤدي إلى كسر هش.
عيوب عملية المعالجة الحرارية:إذا كانت درجة حرارة التبريد غير مناسبة والتلطيف غير كاف أثناء المعالجة الحرارية، فسوف يحدث تركيز الإجهاد الداخلي للمادة أو عدم التوازن بين الصلابة والمتانة (مثل الصلابة العالية ولكن الصلابة الضعيفة)، وسوف يكون الكسر ناتجًا عن التأثير أثناء التشغيل.
دقة المعالجة غير كافية:جذر الخيط صغير جدًا، توجد نتوءات أو شقوق، مما سيشكل نقاط تركيز الضغط، ويتوسع تدريجيًا إلى الكسر بعد التشغيل طويل الأمد. 2، الاستخدام غير السليم، السلوك غير القياسي في التشغيل اليومي سيجعل الكتلة الملولبة تتحمل الحمل خارج نطاق التصميم.
التغذية غير المستقرة:تتقلب كمية التغذية للمواد الخام الخشبية والبلاستيكية (مثل رقائق الخشب وخليط جزيئات البلاستيك)، مما يؤدي إلى تقلبات جذرية في الحمل اللولبي، وتتحمل الكتلة الملولبة بالتناوب الحمل الزائد والتأثير، وكسر التعب تحت الضغط المتكرر.
المادة الغريبة في المادة:يتم خلط الكتل المعدنية والحجارة والأشياء الصلبة الأخرى في المواد الخام، والتي سوف تكون عالقة في أخدود الخيط، وسوف تتعرض كتلة الخيط لعزم دوران كبير على الفور، مما يؤدي إلى التشقق أو كسر القص.
إجراءات بدء التشغيل/إيقاف التشغيل غير الصحيحة:يؤدي الفشل في التسخين المسبق أو التغذية بسرعة منخفضة أثناء بدء التشغيل إلى حدوث ضغط مفرط على الكتلة الملولبة عند درجات حرارة منخفضة. يؤدي عدم تفريغ المادة أثناء إيقاف التشغيل إلى تصلبها بعد تبريدها. قد يؤدي بدء التشغيل القسري أثناء العمليات اللاحقة إلى كسر الكتلة الملولبة بسبب الحمل الزائد. 3، الصيانة مفقودة، سيؤدي الافتقار إلى الصيانة العلمية على المدى الطويل إلى تسريع شيخوخة كتلة حديد التسليح والتسبب في الكسر.
البلى:ستستمر الجزيئات الصلبة الموجودة في المواد الخام الخشبية والبلاستيكية في تآكل سطح الخيط، مما يؤدي إلى نوع سن الخيط الضحل، وتقليل مساحة القوة، وزيادة الضغط المحلي، وأخيرًا الكسر.
خلوص التجميع غير الطبيعي:بعد الاستخدام طويل الأمد، تصبح الفجوة بين الكتلة الملولبة والمسمار والبرميل أكبر، ويحدث القفز الشعاعي أثناء التشغيل. تخضع الكتلة الملولبة لقوة شعاعية إضافية، ومن السهل كسرها من الجذر.
التشحيم غير الكافي:إذا فشل التشحيم في الاتصال بين الكتلة الملولبة وعمود الإدارة، فسيتم إنشاء احتكاك جاف، الأمر الذي لن يزيد من مقاومة التشغيل فحسب، بل يؤدي أيضًا إلى ارتفاع درجة الحرارة المحلية، ويقلل من قوة المادة ويسبب الكسر. 4، عيوب التصميم والمطابقة، ستؤدي مشاكل تصميم المعدات إلى جعل الكتلة الملولبة معرضة لخطر الكسر منذ بداية الاستخدام.
تصميم هيكل غير معقول:لا تتطابق زاوية الخيط ودرجة كتلة الخيط مع خصائص المواد الخام الخشبية والبلاستيكية، أو لم يتم تقوية جذر الخيط (مثل عدم زيادة الزاوية المستديرة)، وهو ما يسهل تشكيل منطقة ضعيفة الضغط.
عدم تطابق الطاقة والحمل:إذا كانت مواصفات كتلة الخيط المحددة غير متطابقة مع قوة المضيف (مثل كتلة خيط صغيرة بمحرك عالي الطاقة)، فمن السهل أن تتجاوز المعالجة حد تحميل كتلة الخيط بسبب التحميل الزائد.
لتقليل كسر برغي محبب WPC، يوصى بالتحكم في المصدر: إعطاء الأولوية لكتل الخيوط ثنائية المعدن مع المعالجة الحرارية الصارمة أثناء الشراء؛ ضمان التغذية الموحدة والتنظيف المنتظم للمواد الغريبة في المواد الخام أثناء الاستخدام؛ فحص تآكل كتلة الخيط وتخليص التجميع كل 100-200 ساعة من التشغيل.