

حل لانحراف الأبعاد والاعوجاج والتشوه في إنتاج أبواب WPC
حل لانحراف الأبعاد والاعوجاج والتشوه في إنتاج أبواب WPC
خلاصة
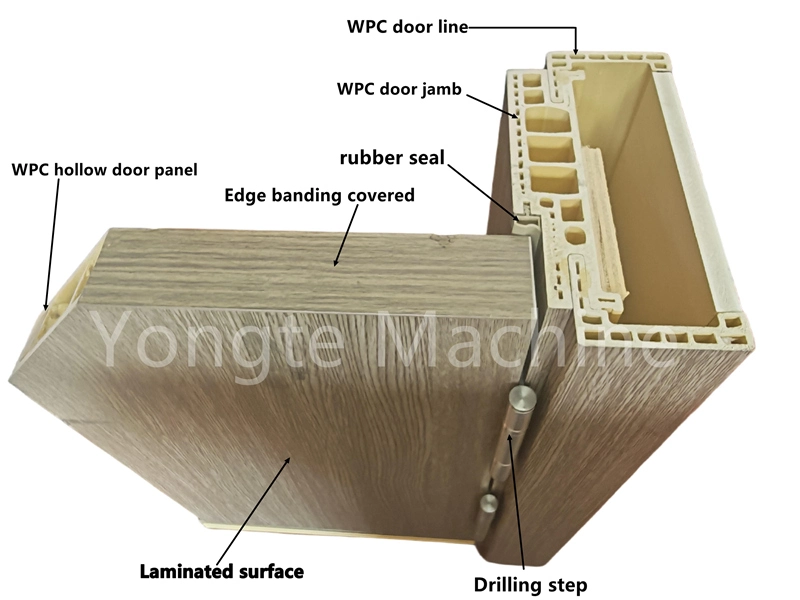
برزت الأبواب المركبة من الخشب والبلاستيك (WPC) كمنتج رئيسي في صناعة تصنيع الأبواب والنوافذ الحديثة بفضل مزاياها المتميزة بما في ذلك الصداقة البيئية، ومقاومة الرطوبة، ومقاومة التآكل، وانخفاض تكلفة الإنتاج الشاملة. ومع ذلك، فإن انحراف الأبعاد والتشوه غير القابل للإصلاح هي ثلاثة عيوب جودة سائدة أثناء عملية البثق والقولبة لأبواب WPC. لا تؤدي هذه المشكلات إلى تقليل تسطيح السطح والمظهر العام للمنتجات النهائية فحسب، بل تؤثر أيضًا بشكل مباشر على كفاءة التجميع اللاحقة وعمر خدمة المنتج ورضا العملاء. على أساس سنوات من الخبرة في الإنتاج في الموقع والبحث الفني، يقوم المهندسون المحترفون من Yongte بتلخيص حلول التعديل والتصحيح المستهدفة للعيوب الثلاثة المذكورة أعلاه، بهدف توفير مراجع فنية موثوقة لمصنعي أبواب WPC لتحسين عمليات الإنتاج ورفع مستوى جودة المنتج.

1. مقدمة
يتم تركيب مواد WPC مع الألياف النباتية والراتنجات البلاستيكية الحرارية والمواد المضافة الوظيفية والمواد الخام الأخرى من خلال ذوبان درجات الحرارة العالية وقولبة البثق. تتأثر بعوامل متعددة مثل نسبة تركيبة المواد الخام، ودرجة حرارة البثق، ونظام التبريد، وسرعة الجر وعملية القطع، ومنتجات أبواب WPC شبه المصنعة والمنتهية عرضة للأبعاد الكلية غير المستقرة، والتشوه الأحادي أو الثنائي، والتشوه الهيكلي. تختلف أبواب WPC عن الأبواب الخشبية الصلبة التقليدية والأبواب البلاستيكية، وتتميز بخصائص الضغط الهيكلي الداخلي المعقدة. لا يمكن للتصحيح الأعمى لمعلمة عملية واحدة أن يزيل عيوب الجودة تمامًا؛ مطلوب التحسين المنهجي من القولبة والتبريد إلى مرحلة ما بعد المعالجة. تحلل هذه الورقة الأسباب الجذرية للعيوب الشائعة وتطرح استراتيجيات التصحيح الممكنة.

2. الأسباب والحلول التصحيحية لعيوب أبواب WPC الشائعة
2.1 الانحراف الأبعاد
2.1.1 أسباب العيوب
يشير انحراف الأبعاد إلى الخطأ بين الطول الفعلي والعرض والسمك لأبواب WPC وقيم التصميم القياسية، والذي يحدث بشكل رئيسي في مرحلة القطع ومرحلة التشكيل بالبثق. تشمل العوامل الأساسية المحفزة التبريد غير المتساوي للمقاطع، وتقلب سرعة الجر، والتصميم الهيكلي غير المعقول لنظام التشكيل، والأخطاء في القطع اليدوي أو الميكانيكي. ستؤدي الأخطاء المفرطة في الأبعاد إلى ضعف المطابقة أثناء تجميع إطار الباب، مما يؤدي إلى وجود فجوات وتشويش الباب ومشاكل ما بعد البيع الأخرى.
2.1.2 تدابير التصحيح المهنية
وفقًا لفريق Yongte الفني، فإن العملية المشتركة لتشكيل الفراغ، وتدوير تبريد الماء والتحكم المستقر في الجر هي جوهر التحكم في دقة الأبعاد لأبواب WPC. أولاً، تم اعتماد نظام التشكيل الفراغي لتقييد المحيط الخارجي لمقاطع WPC المبثوقة في الوقت الفعلي، وذلك لتجنب توسع المقطع أو الانكماش الناتج عن التمدد الحراري والانكماش البارد. ثانياً، تم تكوين جهاز تبريد الماء الدائر لتحقيق تبريد موحد وتدريجي للطبقات الداخلية والخارجية من لوحة الباب، وإزالة اختلافات الانكماش المحلية، وتثبيت الحجم الأساسي للملف بعد القولبة.
بالإضافة إلى ذلك، من الضروري مطابقة جهاز الجر ذو السرعة الثابتة عالي الدقة لتجنب اهتزاز الحجم الناتج عن الجر السريع والبطيء. من خلال التعاون مع معدات القطع ذات الطول الثابت الأمثل، يمكن لخط الإنتاج بأكمله تحقيق دقة القطع التي يتم التحكم فيها من الداخل±1 ملم، والذي يلبي تمامًا متطلبات التجميع عالية المستوى لأبواب WPC النهائية.

2.2 لوحة Warpage
2.2.1 أسباب العيوب
يعد Warpage أحد أكثر العيوب شيوعًا في أبواب WPC، والذي يتجلى بشكل أساسي في شكل انحناء قوسي للوحة الباب في الاتجاه الأفقي أو الرأسي. تشمل الأسباب الجذرية الرئيسية سرعة التبريد غير المتماثلة على جانبي المظهر الجانبي، والفجوة غير المتناسقة في حافة قالب البثق، وتوتر الجر غير المستقر. سيؤدي التبريد غير المتماثل إلى ضغط انكماش غير متناسق على الأسطح العلوية والسفلية للوحة الباب؛ فجوة شفة القالب غير المعقولة سوف تسبب تفريغًا غير متساوٍ للمواد المركبة؛ وسيؤدي التقلب المتكرر لسرعة الجر إلى تفاقم توزيع الضغط غير المتوازن للمنتجات شبه المصنعة.
2.2.2 إجراءات التصحيح المهنية
لحل مشكلة الالتواء بشكل أساسي، يحتاج المصنعون إلى إجراء تحسين متزامن من نظام التبريد، وبنية القالب، ومعلمات الجر. أولاً، تنفيذ إدارة التبريد المتوازنة، وضبط تدفق المياه ودرجة حرارة قناة مياه التبريد على جانبي قالب التشكيل، وضمان سرعة التبريد المتزامنة للأجزاء العلوية والسفلية من لوحة الباب WPC، وتقليل فرق الضغط المتولد في مرحلة التبريد.
ثانيًا، قم باكتشاف ومعايرة فجوة شفة القالب لقالب البثق بشكل منتظم لضمان تماثل الفجوة على اليسار واليمين وكذلك الجوانب العلوية والسفلية، بحيث يمكن تفريغ مواد WPC المنصهرة بالتساوي، وتبقى كثافة جميع أجزاء لوحة الباب ثابتة. أخيرًا، حافظ على سرعة التشغيل الثابتة لوحدة الجر، وحدد عتبة توتر معقولة، وتجنب التسارع والتباطؤ المفاجئ، ومنع قوة الجر الخارجية من التسبب في انحناء لا رجعة فيه للوحة الباب المعالجة غير المبردة.

2.3 التشوه الهيكلي
2.3.1 أسباب العيوب
يختلف التشوه الهيكلي عن صفحة الحرب السطحية، فهو ينتمي إلى التلف الداخلي الدائم لمقاطع أبواب WPC، بما في ذلك المسافة البادئة والالتواء والانهيار العام. يحدث هذا العيب بشكل رئيسي بسبب تصميم مسار التبريد غير المعقول، والضغط الداخلي المتبقي داخل المادة، وصيغة المواد الخام غير المتوازنة. ستؤدي مسارات التبريد غير المعقولة إلى إجهاد متبقي مفرط داخل الملف الشخصي؛ ستؤدي النسبة غير المتطابقة من الألياف النباتية والمصفوفة البلاستيكية والمواد المضافة إلى تقليل المتانة والاستقرار الهيكلي لمواد WPC، مما يجعل المنتجات النهائية عرضة للتشوه في ظل التغيرات في درجات الحرارة الخارجية وقذف القوة الخارجية.
2.3.2 إجراءات التصحيح المهنية
يقترح مهندسو Yongte ثلاثة اتجاهات تحسين أساسية لحل التشوه الهيكلي: تحسين مسارات التبريد، وإطلاق الضغط الداخلي المتبقي، وتعديل صيغة المواد الخام. فيما يتعلق بمسارات التبريد، إعادة تصميم تخطيط قنوات مياه التبريد الداخلية والخارجية لمعدات التشكيل، واعتماد وضع التبريد المتدرج للتبريد المسبق، والتشكيل بدرجة حرارة ثابتة والتبريد النهائي، وتحقيق إطلاق بطيء للضغط أثناء قولبة التبريد، وتجنب تراكم الضغط الداخلي المفرط.
لتنظيم الإجهاد الداخلي، قم بإضافة قسم تقادم لتخفيف الضغط بعد عملية الجر، ثم ضع لوحة الباب المصبوبة في البداية في بيئة ذات درجة حرارة ثابتة ورطوبة ثابتة لفترة معينة للتخلص من الإجهاد المتبقي. فيما يتعلق بتحسين الصيغة، قم بضبط نسبة خلط مسحوق الخشب والجزيئات البلاستيكية وعامل الاقتران والمثبت، وتحسين قوة الترابط بين الألياف النباتية وراتنج اللدائن الحرارية، وتعزيز المتانة الشاملة والقدرة على مقاومة التشوه للمواد المركبة، وتقليل احتمالية التشوه الهيكلي بشكل أساسي.
3. الاستنتاج
يعد انحراف الأبعاد والتشوه والتشوه من العوائق الرئيسية التي تحد من ترقية جودة منتجات أبواب WPC، ويرتبط حدوث العيوب المختلفة ويتأثر بروابط الإنتاج المتعددة. في الإنتاج الفعلي، لا ينبغي للمصنعين الاعتماد فقط على تصحيح أخطاء المعلمة الواحدة، ولكن أيضًا بناء نظام مراقبة جودة كامل العملية يغطي تركيبة المواد الخام، وقولبة البثق، والتشكيل الفراغي، وتبريد التبريد بالماء، والجر بسرعة ثابتة.
إن اعتماد عملية الإنتاج عالية الدقة لتشكيل الفراغ + تبريد الماء + الجر المستقر للتحكم في أخطاء الأبعاد، ومطابقة التبريد المتوازن وهيكل القالب المتماثل لتقييد الالتواء، وتحسين مسارات التبريد وصيغ المواد للقضاء على التشوه الهيكلي يمكن أن يحل بشكل فعال مشاكل الجودة الشائعة المذكورة أعلاه. بالنسبة لمؤسسات أبواب WPC، يعد إعداد معلمات العملية الموحدة والصيانة اليومية للمعدات أيضًا من المتطلبات الأساسية المهمة للحفاظ على جودة المنتج المستقرة على المدى الطويل.